
 Ремонт, обслуживание и эксплуатация автомобилей семейства МАЗ (МАЗ-5335, МАЗ-53352, МАЗ-516Б, МАЗ-5549, МАЗ-5429, МАЗ-504В, МАЗ-64227, МАЗ-54322, МАЗ-5440, МАЗ-6430, МАЗ-5516, МАЗ-64228-9506, МАЗ-6317, МАЗ-63171).
Ремонт, обслуживание и эксплуатация автомобилей семейства МАЗ (МАЗ-5335, МАЗ-53352, МАЗ-516Б, МАЗ-5549, МАЗ-5429, МАЗ-504В, МАЗ-64227, МАЗ-54322, МАЗ-5440, МАЗ-6430, МАЗ-5516, МАЗ-64228-9506, МАЗ-6317, МАЗ-63171).

2.1.4.2. Ремонт системы питания двигателя
( Инструкции по эксплуатации и ремонту узлов и агрегатов транспортных средств описаны здесь)
В условиях ремонтно-механических мастерских автопредприятия ремонт топливной аппаратуры в большинстве случаев сводится к замене негодных деталей новыми, контролю и регулировке топливной аппаратуры.
Ремонт должен выполняться в отделениях или цехах топливной аппаратуры, оснащенных необходимыми приспособлениями, инструментом, контрольно-регулировочными стендами и приборами.
Разбирать ТНВД, топливоподкачивающий насос и муфту опережения впрыска рекомендуется только после обследования технического состояния и в объеме, необходимом для устранения выявленных недостатков, так как неоправданная разборка нарушает взаимную приработку деталей друг к другу, ведет к снижению ресурса работы узла в целом.
Во всех случаях при снятии топливной аппаратуры с двигателя после отсоединения топливопроводов штуцеры топливного и подкачивающего насоса, форсунок, фильтров и отверстия топлипроводов попадания грязи пробками, колпачками, заглушками или чистой изоляционной лентой. Перед разборкой агрегаты и узлы топливной аппаратуры тщательно очищают и промывают в чистом керосине. При этом необходимо исключить возможность попадания загрязненного топлива во внутренние полости топливной аппаратуры. В процессе сборки и разборки детали и узлы топливной аппаратуры нужно тщательно вымыть и уложить в чистую тару с обеспечением их сохранности от повреждений и коррозии.
При сборке всех узлов топливной аппаратуры необходимо помнить, что плунжерные и клапанные пары, распылители форсунок, а также втулка со штоком подкачивающего насоса являются прецизионными парами и разукомплектованию не подлежат. Замена их возможна только в комплекте.
Ремонт форсунок. Форсунку (см.рис.21) нужно разбирать на приспособлении в следующем порядке:
· отвернуть колпак 13 форсунка;
· ослабить контргайку 12 и вывернуть до упора регулировочный винт 10, вывернуть гайку 11 пружины, вынуть пружину 9 и штангу 7 форсунка;
· отвернуть гайку 2 распылителя;
· снять распылитель 3, предохранив иглу 4 распылителя от выпадения, во избежание поломок фиксирующих штифтов 6 снимать гайку распылителя, не отвернув предварительно регулировочный винт 10 и гайку 11 пружины, не разрешается;
· вывернуть штуцер 15 форсунки.
Детали форсунки необходимо очистить от нагара и промыть в керосине. Нагар с наружной поверхности распылителя очищают латунной щеткой, а сопловые отверстия прочищают стальной проволокой диаметром 0,3мм. Подводящие каналы распылителя очищают вручную сверлом диаметром 2мм. Внутренние полости распылителя очищают от нагара латунными скребками, острый конец иглы - латунной щеткой. Применять для очистки распылителя острые и твердые предметы, наждачную бумагу или ветошь нельзя. Состоянию распылителя форсунки следует уделить особое внимание. Проверка его основных параметров проводится на форсунке в сборе, но перед установкой на форсунку следует проверить состояние поверхности иглы и корпуса распылителя.
Корпус распылителя со следами оплавления носика и с заметным на глаз увеличением и эллиптичностью сопловых отверстий бракуют. Риски и следы износа на торцевой поверхности корпуса распылителя удаляют притиркой на плитах и доводкой до зеркального блеска. При наличии матовых пятен или следов перегрева на поверхности направляющей части иглы, а также рисок и царапин распылитель заменяют новым. Игла распылителя должна перемещаться плавно, без заеданий и прихватываний.
Игла (после тщательной мойки деталей распылителя в керосине и смазки чистым дизельным топливом), выдвинутая на 1/3 длины направляющей поверхности из корпуса при угле наклона оси распылителя 45°, плавно, без заеданий должна опускаться до упора под действием собственного веса.
Корпус форсунки может иметь следующие дефекты: риски, царапины и следы коррозии на торцевой поверхности со стороны распылителя, нарушение резьбовых соединений, механические повреждения и загрязнение топливных каналов.
При наличии рисок, царапин и следов коррозии на торцевой поверхности корпус форсунки заменяют. Корпус с поврежденной резьбой или с грубыми механическими повреждениями также заменяют. Отверстия и каналы в корпусе прочищают в ванночке с керосином волосяными ершами, а наружные поверхности прочищают мягкими металлическими щетками. Штуцер, колпак, гайки, пружины и распылителя, имеющие смятые или сорванные нитки резьбы, заменяют.
Фильтры форсунок рекомендуется продувать сжатым воздухом под давлением 5-7кгс/см² в направлении, противоположном потоку топлива.
Сборка форсунки производится в последовательности, обратной разборке. При этом необходимо обратить внимание на следующее:
· перед сборкой все детали форсунки должны быть тщательно промыты в чистом керосине и смазаны профильтрованным дизельным топливом;
· установку распылителя производить до установки пружины форсунки;
· затяжку гайки распылителя при установке распылителя в сборе на корпус форсунки производить моментом 7-8кгс. м;
· при наворачивании гайки распылитель развернуть против направления навинчивания гайки до упора в фиксирующие штифты и, придерживая его в этом положении, навернуть гайку рукой, после чего окончательно затянуть. После затяжки гайки проверить легкость перемещения иглы: при встряхивании форсунки должны быть слышны удары иглы распылителя о корпус форсунки;
· затяжку штуцера при установке в корпус форсунки производить с приложением момента 8-10кгс. м, затяжку гайки пружины – 10-12кгс.м; затяжку колпака форсунки – 8-10кгс.м.
Форсунки, на которые установлены распылители, бывшие в эксплуатации, должны быть подвергнуты испытаниям на плотность в соединении игла - корпус распылителя, на герметичность конусов и качество распыливания топлива. Плотность проверяют при затяжке пружины форсунки до появления начала впрыска 300кгс/см². Время падения давления от 280 до 230кгс/см² должно быть не менее 2сек, вязкость 1,4-1,5усл. ед при температуре топлива в период испытаний 18-22°С. Подтекание топлива по уплотняющему конусу и просачивание по резьбе гайки распылителя не допускаются.
После проверки на плотность следует установить номинальное давление начала впрыска, равное 200+15кгс/см², проверить герметичность запорного конуса и качество распыливания форсункой топлива.
Герметичность запорного конуса распылителя определяется степенью увлажнения носика распылителя при поддержании давления в форсунке на 10кгс/см² ниже давления начала впрыска в течение 1мин. Распылитель непригоден к дальнейшей эксплуатации при образовании и отрыве от носика 3-х капель в минуту.
Качество распыливания топлива проверяется при 90-120 впрысках в минуту и номинальной подаче топлива. Распылённое топливо должно быть в туманообразном состоянии. Начало и конец впрыска должны сопровождаться резким звуком. При несоблюдении указанных условий распылитель с форсунки должен быть снят и очищен от нагара или заменен новым.
Форсунки, на которые установлены распылители, взятые из запасных частей, должны пройти приработку на специальном стенде. Испытания производятся на профильтрованном летнем дизельном топливе при давлении впрыска 185кгс/см². Давление впрыска регулируется винтом 10 (см.рис.21), при ввертывании которого давление повышается, при вывертывании - уменьшается. После регулировки винт должен быть надежно застопорен контргайкой. Приработка форсунок производится в течение 20мин с подключением их к ТНВД. Насос стенда должен быть отрегулирован на цикловую подачу 120мм³ при частоте вращения кулачкового вала 1050об/мин, рейку насоса необходимо закрепить в неизменном положении. После окончания приработочных испытаний форсунку следует подвергнуть контролю на плотность, качество распыливания топлива и герметичность. После установки величины давления начала впрыска топлива 200+15кгс/см² необходимо провернуть качество распыливания топлива; распыленное топливо при 40-50впрысках в минуту должно быть в туманообразном состоянии, без заметных глазу отдельных капель, местных сгущений и сплошных струй. Начало и конец впрыска должны быть четкими и сопровождаться резким звуком. Пропуск топлива через запорный конус иглы при давлении 185кгс/см² не допускается. При дальнейшем непрерывном повышении давления до впрыска допускается появление капли, не отрываюшейся от носика распылителя.
Ремонт ТНВД. Прежде чем приступить к проверке, насос необходимо тщательно промыть, соблюдая следующую последовательность:
· подвергнуть мойке все наружные поверхности до полного удаления грязи;
· отвернув винты, снять боковую и нижнюю крышки насоса, а также крышку регулятора со всеми находящимися в ней деталями;
· вскрытые внутренние полости подвергнуть тщательной мойке.
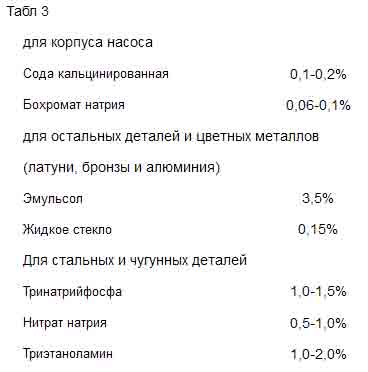
Мойку рекомендуется проводить в предназначенной для этих целей установке при помощи специальных моющих растворов (подогретых до температуры 70-90°С) следующего состава указанного в табл 3:
Через вскрытые полости внимательно осматривают состояние деталей. Детали, имеющие поломки, выкрашивания и местные выработки, подлежат замене или восстановлению. Особое внимание обращают на состояние пружин толкателей. На пружине регулятора не должно быть износов в местах ее зацепления с рычагами, а на торце муфты регулятора - выработок (в виде радиальных канавок) от роликов грузов. Проверяют состояние подшипников и опоры кулачкового вала, а также подшипников регулятора частоты вращения.
Кроме того, следует проверить плавность движения рейки при одновременном проворачивании кулачкового вала насоса, а также легкость перемещения грузов, рычага регулятора и скобы кулисы. Необходимо проверить и в случае необходимости отрегулировать люфт кулачкового вала удалением соответствующего количества прокладок из-под передней крышки, как описано ниже.
Проверяют величину зазора в зацеплении «рейка насоса - зубчатый венец»; при неподвижном зубчатом венце ход рейки не должен превышать 0,25мм.
После проведения контрольного осмотра и устранения замеченных недостатков полости кулачкового вала, пружин толкателей и регулятора промывают чистым керосином и производят сборку агрегата. После заливки в полости кулачкового вала, регулятора и муфты опережения впрыска необходимого количества масла приступают к определению технического состояния агрегата, для чего ТНВД устанавливают на регулировочный стенд.
Основным критерием, определяющим техническое состояние топливного насоса, является величина износа плунжерных пар. Оценку пригодности плунжерных пар к дальнейшей эксплуатации следует проводить по величине обеспечения максимально возможной пусковой подачи топлива. Величина максимальной пусковой подачи топлива, которую можно получить за счет разворота плунжера (зубчатого венца) относительно втулки, должна быть не менее 180мм³/цикл при 80об/мин кулачкового вала насоса. В случае не обеспечения указанного требования следует заменить плунжерные пары с последующей регулировкой насоса.
Герметичность нагнетательных клапанов проверяют методом опрессовки их профильтрованным дизельным топливом через подводящий канал насоса под давлением 1,7-2,0кгс/см² при положении рейки, соответствующем выключенной подаче. Проверка производится в течение 2мин, течь топлива из соединительных ниппелей не допускается. При обнаружении неисправностей производят разборку насоса в объеме, необходимом по условиям ремонта, с более тщательным обследованием состояния деталей и узлов.
Для качественного проведения ремонта большое значение имеет правильное определение объема работ по разборке насоса. Такие узлы, как толкатель плунжера, разбирать не рекомендуется.
Разбирать и собирать насос (см.рис. 20) рекомендуется на приспособлении, исключающем деформацию корпуса и предохраняющем его от повреждений.
Последовательность разборки следующая:
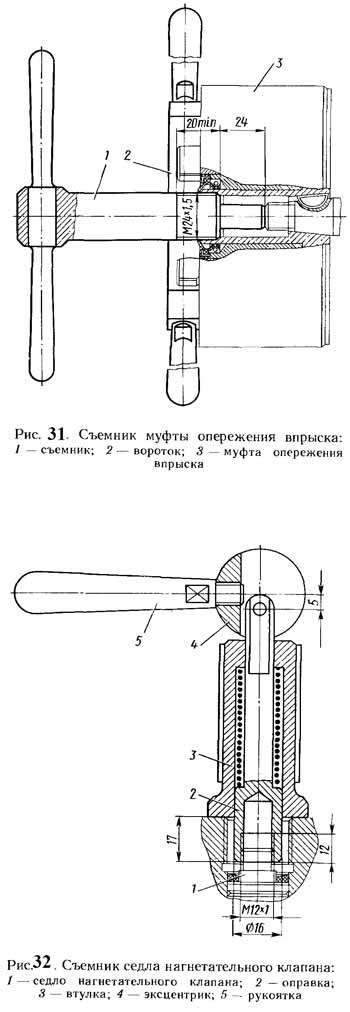
· специальным ключом отвернуть гайку 2 крепления автоматической муфты и снять муфту 1 съемником, показанным на рис.31;
· отвернуть три болта крепления топливоподкачивающего насоса, снять насос и боковую крышку 24;
· отвернуть колпачковые гайки 36, снять соединительные ниппели 37 и контрящие сухари 33;
· вывернуть штуцера 31 и вынуть упоры клапанов с пружинами 38 нагнетательных клапанов;
· при помощи съемника, изображенного на рис.32, вынуть из корпуса насоса сёдла с нагнетательными клапанами;
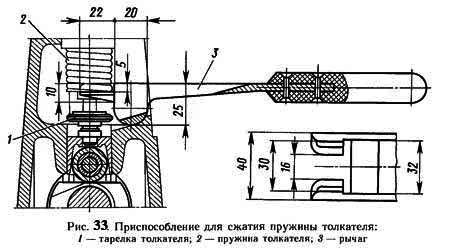
· при помощи специального приспособления, показанного на рис.33, сжать пружины толкателей и пинцетом вынуть нижние тарелки пружин толкателей;
· вывернуть установочные винты 28 втулок плунжеров и вынуть плунжерные пары из корпуса насоса;
· слегка сжать пружины 47 и вынуть их из корпуса вместе с верхними тарелками 26, втулками 45 зубчатых венцов и зубчатыми венцами 43;
· вынуть толкатели 51 из направляющих в корпусе насоса.
Для сохранения заводской комплектовки разборку насосных секций рекомендуется производить, соблюдая закрепление комплектующих деталей за секциями. Не допускается раскомплектование плунжерных пар, деталей нагнетательных клапанов, а также верхней и нижней половин промежуточной опоры кулачкового вала.
Для снятия кулачкового вала насоса необходимо дополнительно:
· разобрать корпус регулятора;
· отвернуть стопорный винт опоры кулачкового вала, выпрессовать шпонки с обоих концов кулачкового вала;
· отвернуть винты крепления крышки переднего подшипника, снять крышку 4 и вынуть кулачковый вал 16 в сборе с внутренними обоймами подшипников и сепараторами;
· проверить состояние сальников и подшипников кулачкового вала, при необходимости выпрессовать для замены сальники и с помощью съемника спрессовать подшипники.
Проверка технического состояния деталей насоса. Через лупу осматривают состояние деталей нагнетательного клапана. Риски и царапины на конусных притёртых поверхностях, а также кольцевые выработки не допускаются. Риски и следы коррозии на торцевой поверхности седла можно устранить притиркой седла на притирочных плитах. При наличии на запорном конусе клапана или на фаске седла матовых пятен или рисок небольшой глубины допускается их взаимная притирка с применением пасты тонкой зернистости. При обнаружении глубоких продольных рисок на рабочей поверхности разгрузочного пояска клапана или конуса клапан в седло заменяют в комплекте.
После осмотра и устранения, обнаруженных дефектов детали клапана тщательно промывают керосином. Клапан, смазанный чистым дизельным топливом, должен свободно садиться на уплотняющий конус под действием собственного веса с любого положения по высоте и угла поворота относительно седла. Сопротивление при перемещении клапана в седле и прихватываний не допускаются.
Нагнетательный клапан в сборе проверяют на плотность по конусу и разгрузочному пояску. Плотность клапана по конусу провеpяют воздухом, прижимающим клапан к седлу под давлением 5-6кгс/см². Проверять следует, поворачивая клапан примерно на 120°, при трех положениях относительно седла. В каждом положении нагнетательный клапан выдерживают под давлением не менее 15сек. Пропуск воздуха, который определяют по выделению воздушных пузырьков при погружении клапана в дизельное топливо, не допускается. При недостаточной герметичности конус клапана нужно притереть по конусу седла тонкой притирочной пастой ГОИ.
Состояние кромок и цилиндрической части плунжера проверяют при помощи лупы. Если на этих участках поверхности обнаружены глубокие царапины, матовые пятна или сколы, то плунжерную пару заменяют. При осмотре втулки плунжера необходимо обратить внимание на её торец. Царапины и следы коррозии на торце втулки можно устранить притиркой торца на притирочных плитах.
После осмотра и устранения, обнаруженных дефектов производят предварительную проверку плунжерной пары. Для этого детали пары тщательно промывают керосином и смазывают чистым дизельным топливом. Плунжер, выдвинутый из втулки на 20-25мм, в вертикальном положении должен плавно опускаться во втулке под действием собственного веса по всей длине хода при различных углах поворота плунжера во втулке. Местные сопротивления и прихватываний при перемещении плунжера во втулке не допускаются. Затем плунжерную пару испытывают на ее работоспособность, т.е на обеспечение ею указанной выше величины максимально возможной пусковой подачи топлива. При наличии трещин и срывов основных резьб (например, под штуцер насоса) корпус заменяют.
Толкатель устанавливают в отверстие корпуса насоса с исходным зазором 0,020-0,063мм. При износе деталей зазор не должен превышать 0,2мм. Номинальный суммарный зазор соединения ролик - втулка - ось толкателя не должен превышать 0,3мм. Замер должен осуществляться в сборе. Кулачковый вал не должен иметь срыва резьб и на поверхности профиля кулачков не должно быть следов выкрашивания, износов питтингового характера, трещин и задиров, вал не должен иметь срыва резьб. Предельно допустимый зазор в соединений вал (кулачковый) – опора (средняя) не должен превышать 0,18мм, при номинальном 0,04-0,93мм. Зазор между рейкой и втулкой рейки не должен превышать 0,24мм. Допускается замена втулки. Новые втулки нужно запрессовать на глубину 11,8-12,2мм от торца корпуса насоса. После этого внутренние диаметры втулок необходимо обработать до 14,0±0,019 мм с шероховатостью поверхности не ниже 1,24мкм. Соосность отверстий проверяют калибром диаметром 13,980-13,985мм, который должен свободно проходить через оба отверстия. Детали, выполняющие роль уплотнения (прокладки, уплотнительные кольца, шайбы, сальники и т.д) заменяют.
Последовательность сборки следующая:
· установить на вал промежуточную опору и напрессовать передний и задний роликоподшипники без наружных обойм; каждый подшипник должен упираться в бурт вала утолщенной частью внутренней обоймы;
· запрессовать в переднюю крышку и корпус регулятора сальники заподлицо с торцовыми поверхностями;
· привернуть к корпусу топливного насоса корпус регулятора, предварительно смазав сопрягающиеся поверхности пастой герметик, и с помощью оправки, предохраняющей сальник от повреждения, установить кулачковый вал в сборе; ввернуть стопорный винт опоры; зачеканить винты крепления корпуса регулятора и винт опоры;
· установить переднюю крышку, предохраняя от повреждения шпоночным пазом рабочую кромку сальника при туго затянутых винтах крышки подшипника кулачковый вал должен поворачиваться от руки без ощутимых заеданий и толчков, при этом осевой люфт вала под усилием 5-6кгс должен быть в пределах 0,01-0,07мм, при необходимости он может регулироваться постановкой прокладок 21 (см.рис.20) под фланец передней крышки; винты крепления корпуса и передней крышки зачеканить;
· установить толкатели, высота толкателя в сборе с винтом должна быть, 37,3-37,5мм;
· установить в корпус венец с втулкой зубчатого венца, верхней тарелкой и пружиной; средний зуб венца должен, находиться в средней впадине рейки, а прорезь венца и отверстие под установочный винт в корпусе насоса должны, лежать в одной плоскости;
· установить плунжерную пару и затянуть установочный винт втулки плунжера; при установке пары выступ плунжера, помеченный риской, должен быть обращен в сторону паза втулки плунжера под установочный винт. После затяжки установочного винта рейка должна иметь ход не менее 25мм и перемещаться легко, без ощутимых затруднений;
· с помощью приспособления (см.рис.33) сжать пружину и вставить нижнюю тарелку пружины, проверить запас хода плунжера, который при крайнем верхнем положении толкателя должен быть не менее 0,6мм;
· установить нагнетательный клапан, штуцер и с помощью тарированного ключа затянуть его с приложением момента 10-12кгс. м; после затяжки каждого штуцера проверить легкость перемещения рейки и величины свободного хода рейки, которая при неподвижном зубчатом венце должна быть не более 0,25мм;
· установить подкачивающий насос, нижнюю и боковую крышки, соединительные ниппели, колпачковые гайки.
· Поставить и затянуть контрящие сухари.
Ремонт топливоподкачивающего насоса. Топливоподкачивающий насос (см.рис.24) разбирают в такой последовательности:
· вывернуть ручной насос в сборе и пробку клапана; вынуть клапаны и их пружины;
· вывернуть пробку пружины и вынуть пружину поршня и поршень;
· снять стопорное кольцо, вынуть толкатель и пружину толкателя.
При разборке и сборке топливоподкачивающего насоса следует помнить, что поршень и корпус подкачивающего насоса, а также поршень и цилиндр ручного насоса представляют собой точно подобранные пары и разукомплектовыванию не подлежат.
Механические поломки деталей и срыв резьбы не допускаются. Корпус топливоподкачивающего насоса не должен иметь поломок, трещин и повреждения резьбы под болты крепления топливопроводов. Допустимый зазор между корпусом и поршнем насоса не должен превышать величины 0,18мм.Зазор в соединении между корпусом насоса и толкателем не должен превышать 0,2 мм. Поршень топливного насоса не должен иметь выработки от штока толкателя глубиной более 0,25мм. Клапан насоса с торцевой поверхностью седла должен обеспечивать герметичность соединения.
При оценке состояния остальных деталей нужно помнить, что зазор не должен превышать:
· между осью ролика и толкателем поршня 0,15 мм;
· между роликом толкателя и осью ролика 0,28 мм;
· между цилиндром и поршнем ручного насоса 0,05 мм.
Особое внимание необходимо уделять состоянию узла шток - втулка. Зазор в указанном соединении не должен превышать 0,014мм.
Плотность указанной пары проверяют по времени падения давления от 150-120 кгс/см² в результате истечения топлива через зазор между втулкой и штоком. Испытания следует проводить на профильтрованном летнем дизельном топливе или на его смесях с авиационным или веретенным маслом или тракторным керосином. Вязкость смеси при температуре 20°С должна быть 1,4-1,5 условных градусов. Время падения давления до указанных пределов должно быть не менее 1мин. При меньшей плотности пару заменяют.
Сборка топливоподкачивающего насоса производится в последовательности, обратной разборке. Если заменяют узел прецизионной пары шток - втулка, поверхность резьбы и торец в корпусе насоса нужно тщательно очистить от остатков клея, на котором была установлена удалённая втулка штока. Новая втулка должна быть установлена в корпусе насоса на клее, составленном на основе эпоксидной смолы. Для обеспечения прочности и герметичности соединения при помощи клея тщательно очищенные контактирующие поверхности корпуса насоса и втулки штока должны быть предварительно обезжирены бензином или другой жидкостью.
Втулку штока затягивают с приложением момента 1кгс.м. После затяжки проверяют легкость перемещения штока по втулке. Если перемещение штока затруднено, нужно слегка ослабить затяжку втулки.
Похожие статьи:
МАЗ. Ремонт, обслуживание и эксплуатация автомобилей семейства МАЗ → 6.1. Тормозные системы автомобилей МАЗ. Устройство. Тормозные механизмы
МАЗ. Ремонт, обслуживание и эксплуатация автомобилей семейства МАЗ → 3.1.2. Трансмиссия автомобилей МАЗ. Сцепление и его привод. Ремонт
МАЗ. Ремонт, обслуживание и эксплуатация автомобилей семейства МАЗ → 7.2.4. Электрооборудование автомобилей МАЗ. Электрофакельное подогревательное устройство . Устройство. Техническое обслуживание и ремонт
МАЗ. Ремонт, обслуживание и эксплуатация автомобилей семейства МАЗ → 6.3.2. Тормозные системы автомобилей МАЗ. Пневматический привод. Регулятор давления с предохранительным клапаном. Ремонт
МАЗ. Ремонт, обслуживание и эксплуатация автомобилей семейства МАЗ → 3.3.3. Специальные методы ремонта узлов и деталей карданной передачи автомобиля МАЗ

Автосервис RWT motors: качественный ремонт...
2024-01-14 23:08:00

Упаковочная бумага от лучших: как компания...
2024-01-14 12:37:00

Запчасти для УАЗ: как сэкономить деньги и...
2023-09-27 13:15:00

Как заработать на партнерской программе по...
2023-09-22 18:00:00

Polis.online: Ваш быстрый и надежный путь...
2023-09-22 17:37:00

Страхование ОСАГО, КАСКО, ипотека,...
2023-08-31 11:43:00

Б/у или новый: как выбрать автомобиль,...
2023-08-19 12:30:00

Как правильно сделать техосмотр и...
2023-08-17 16:44:00

Обзор интернет-магазина запчастей...
2023-06-22 13:07:00

Стоит ли делать ставки на спорт: плюсы и...
2023-04-21 13:16:00

Контейнерные грузовые перевозки из Китая
2023-04-13 11:33:00

Страхование груза
2023-02-18 15:54:00
 Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.
Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.