Руководство по ремонту двигателя ЗМЗ – 409.10 (ОАО «Заволжский моторный завод»).
3.4. Сборка двигателя. Подготовка к сборке двигателя и первичная сборка.
ПОДГОТОВКА К СБОРКЕ ДВИГАТЕЛЯ
Перед сборкой двигателя необходимо все его детали очистить от нагара и смолистых отложений.
Нельзя промывать в щелочных растворах детали изготовленные из алюминиевых сплавов (головку цилиндров, поршни, крышки и др.), так как эти растворы разъедают алюминий.
Для очистки деталей от нагара рекомендуются следующие растворы:
- для алюминиевых деталей:
| сода (Na2СО3), г |
18,5 |
| мыло (зеленое или хозяйственное), г |
10,0 |
| жидкое стекло, г |
8,5 |
| вода, л |
1,0 |
- для стальных деталей:
| каустическая сода (NаОН), г |
25 |
| сода (Na2СO3), г |
33 |
| мыло (зеленое или хозяйственное), г |
8,5 |
| жидкое стекло, г |
1,5 |
| вода, л |
1 |
При сборке двигателя необходимо соблюдать следующие условия:
1. Протереть все детали чистой салфеткой и продуть сжатым воздухом, а все трущиеся поверхности смазать чистым маслом.
2. Осмотреть детали перед постановкой на место (нет ли трещин, сколов, забоин и других дефектов), проверить надежность посадки запрессованных в них других деталей. Дефектные детали подлежат ремонту или замене на новые.
3. Все резьбовые детали (шпильки, пробки, штуцеры), если они вывертывались или были заменены в процессе ремонта, необходимо ставить на герметик УГ-6, УГ-9, или на сурике, или белилах, разведенных на натуральной олифе. Все неразъемные соединения, например, заглушки блока цилиндров и т.п. должны ставиться на нитролаке.
4. К постановке на двигатель не допускаются:
- шплинты, шплинтовочная проволока и стопорные пластины, бывшие в употреблении;
- пружинные шайбы, потерявшие упругость;
- поврежденные прокладки;
- детали, имеющие на резьбе более двух забитых или сорванных ниток;
- болты и шпильки с вытянутой резьбой;
- болты и гайки с изношенными гранями.
5. Размеры сопрягаемых деталей, а также зазоры и натяги в сопряжениях при сборке двигателя и его узлов приведены в Приложении 2.
ПЕРВИЧНАЯ СБОРКА ДВИГАТЕЛЯ
Сборку двигателя производить в следующем порядке:
- очистить все привалочные поверхности блока от прилипших и порванных при разборке прокладок;
- закрепить блок цилиндров на стенде (рис.48), внимательно осмотреть зеркало цилиндров, при необходимости следует снять шабером не изношенный поясок над верхним компрессионным кольцом. Металл следует снимать вровень с изношенной поверхностью цилиндра;
- вывернуть пробки масляного канала и продуть все масляные каналы сжатым воздухом. Завернуть пробки на место;
- подсобрать коленчатый вал, для чего вывернуть пробки грязеуловителей шатунных шеек и удалить из них отложения, промыть и продуть воздухом, поставить пробки на место, затянуть их моментом 37...41 Н•м (3, 8... 4, 2 кгс•м);
- проверить состояние рабочих поверхностей коленчатого вала. Забоины, задиры и др. наружные дефекты не допускаются;
- протереть салфеткой постели под вкладыши в блоке и в крышке коренных подшипников;
- установить в постели блока вкладыши коренных подшипников верхние (с канавками), а в постели крышек - нижние (без канавок), протереть вкладыши салфеткой и смазать их маслом для двигателя;
- протереть салфеткой коренные и шатунные шейки коленчатого вала, смазать их чистым маслом и установить вал в блок цилиндров;
- смазать маслом и установить полушайбы упорного подшипника:
верхние - в проточки третьей коренной постели антифрикционным слоем к щеке коленчатого вала;
нижние - вместе с крышкой третьего коренного подшипника. Усики полушайб должны зайти в пазы крышки;
- установить крышки остальных опор на соответствующие коренные шейки, завернуть и затянуть болты крепления крышек коренных подшипников моментом 98...107, 9 Н•м (10... 11 кгс•м) (рис.49);
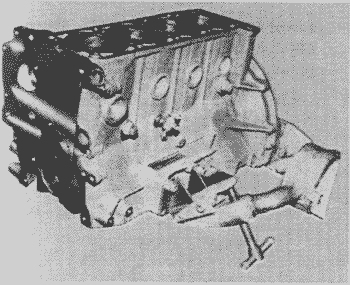
Рис. 48. Установка блока на стенд

Рис. 49. Установка крышек коренных подшипников
- провернуть коленчатый вал, вращение его должно быть свободным при небольшом усилии;
- взять сальникодержатель с сальником заднего конца коленчатого вала, проверить пригодность сальника к дальнейшей работе. Если сальник имеет изношенные рабочие кромки или слабо охватывает фланец коленчатого вала - заменить его новым. Запрессовку сальника в сальникодержатель рекомендуется производить при помощи оправки;
- заполнить на 2/3 полости между рабочей кромкой и пыльником резиновой манжеты смазкой ЦИАТИМ-221, установить и закрепить сальникодержатель к блоку болтами с моментом 11, 76... 17, 64 Н•м (1, 2...1, 8 кгс•м) (рис. 50);
- установить маховик на задний конец коленчатого вала с совмещением отверстия в маховике со штифтом (рис.51);
- установить шайбу болтов маховика, наживить и затянуть болты с моментом 70, 56... 78, 4 Н•м (7, 2...8, 0 кгс•м).
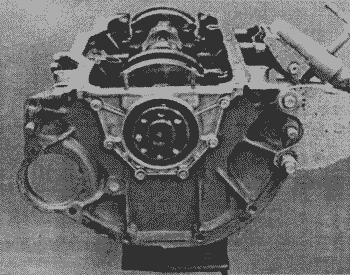
Рис. 50. Установка держателя заднего сальника коленчатого вала
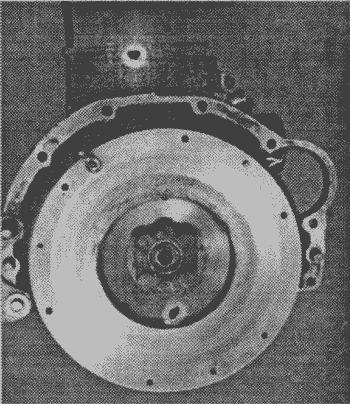
Рис. 51. Установка маховика
Похожие статьи:
Инструкция по эксплуатации и ремонту силовых агрегатов, узлов и элементов → 1.1.3. Руководство по ремонту двигателя ЗМЗ – 409.10 (ОАО «Заволжский моторный завод»). Конструкция двигателя: Система смазки.
Инструкция по эксплуатации и ремонту силовых агрегатов, узлов и элементов → 1.1.1. Руководство по ремонту двигателя ЗМЗ – 409.10 (ОАО «Заволжский моторный завод»). Конструкция двигателя: Кривошипно - шатунный механизм.
Инструкции по эксплуатации и ремонту узлов, агрегатов, элементов транспортных средств → Руководство по ремонту двигателя ЗМЗ – 409.10 (ОАО «Заволжский моторный завод»)
Инструкция по эксплуатации и ремонту силовых агрегатов, узлов и элементов → 1.1.4. Руководство по ремонту двигателя ЗМЗ – 409.10 (ОАО «Заволжский моторный завод»). Конструкция двигателя: Системы охлаждения, питания топливом, впуска воздуха и выпуска отработавших газов, вентиляции картера.
Инструкция по эксплуатации и ремонту силовых агрегатов, узлов и элементов → 1.1.2. Руководство по ремонту двигателя ЗМЗ – 409.10 (ОАО «Заволжский моторный завод»). Конструкция двигателя: Газораспределительный механизм.














 Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.
Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.