
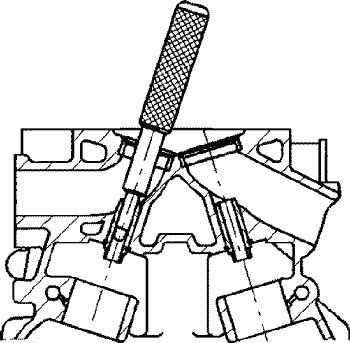
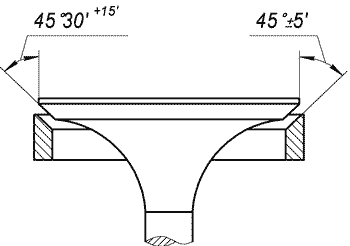
Главная → Инструкция по эксплуатации и ремонту силовых агрегатов, узлов и элементов → 3.3.1. Руководство по ремонту двигателя ЗМЗ – 409.10 (ОАО «Заволжский моторный завод»). Ремонт двигателя. Ремонт деталей, узлов и агрегатов двигателя. Головка цилиндров, клапанный механизм и распределительные валы.


Рейтинг: 0
Голосов: 0
4143 просмотра

Автосервис RWT motors: качественный ремонт...
Запишитесь в автосервис в Уфе. Ремонт и обслуживание автомобилей, только оригинальные масла и...

Упаковочная бумага от лучших: как компания...
Упаковочная бумага – это материал, который используется для упаковки товаров и продуктов....

Запчасти для УАЗ: как сэкономить деньги и...
В мире автомобилей марка УАЗ имеет долгую историю, и многие водители выбирают ее для надежности...

Как заработать на партнерской программе по...
Страхование ОСАГО (Обязательное страхование автогражданской ответственности) и КАСКО...

Polis.online: Ваш быстрый и надежный путь...
В мире, где надежная страховка – это залог безопасности, удобство и выгодность при выборе...

Страхование ОСАГО, КАСКО, ипотека,...
В наше время безопасность и финансовая стабильность являются одними из главных приоритетов для...

Б/у или новый: как выбрать автомобиль,...
Покупка автомобиля — это, наверное, один из самых значимых моментов в жизни многих людей....

Как правильно сделать техосмотр и...
Технический осмотр (техосмотр) является обязательной процедурой для автомобилей, которая...

Обзор интернет-магазина запчастей...
Интернет-магазин запчастей Autocompas.ru – надежный помощник автомобилиста. На сайте вы...

Стоит ли делать ставки на спорт: плюсы и...
Ставки на спорт перспективное направление, позволяющее стабильно извлекать прибыль при...

Контейнерные грузовые перевозки из Китая
Контейнерные перевозки из Китая стали популярным методом перевозки грузов по всему миру...

Страхование груза
Причины необходимости страхования грузов: избежание серьезных финансовых последствий в случае...
 Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.
Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.