Произвести подсборку шатунно-поршневой группы в соответствующей последовательности:
Очистить днища поршней и канавки поршневых колец от нагара как показано на рис.52.
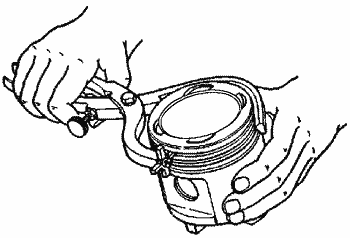
Рис.52. Очистка нагара в канавках поршней с помощью приспособления
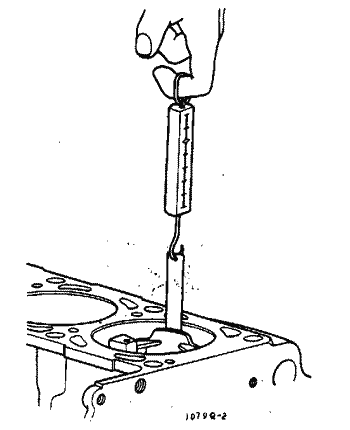
Рис. 53. Подбор поршня к цилиндрам двигателя
В случае замены поршня, поршневого пальца и шатунов необходимо подобрать новые поршни к цилиндрам блока предварительно группа в группу - по маркировке групп (А, Б, В, Г, Д) на днище поршня, окончательно - по усилию протягивания ленты-щупа толщиной 0,05 мм. и шириной 10 мм. Лента-щуп закладывается между цилиндром и поршнем по всей высоте поршня и размещается в плоскости, перпендикулярной оси поршневого пальца по наибольшему диаметру поршня. Усилие протяжки должно быть 35...45 Н (3,5...4,5 кгс). Подбор поршней производится без поршневых колец и пальцев при температуре 20° С (рис.53).
Подбор поршневого пальца, шатуна и поршня делается по цветовой или цифровой маркировке этих деталей.
Установлено 4 группы по мере уменьшения размера:
1 - цвет белый
2 - цвет зеленый
3 - цвет желтый
4 - цвет красный.
Краска наносится:
- на стержне шатуна - у верхней головки;
- на поршне - на внутренней поверхности поршня у бобышки (возможна цифровая маркировка на днище поршня I,II,I II,IV по мере уменьшения размера);
- на поршневом пальце - на внутренней поверхности пальца.
Поршневой палец подбирается к шатуну, принадлежащему к той же или соседней группе. Размерные группы поршня и пальца должны совпадать.
При подборе поршневой палец должен входить плотно, но без заеданий в отверстие поршневой головки шатуна под усилием большого пальца руки, как показано на рис.54. Поршневой палец должен быть слегка смазан маслом.
Поршень с поршневым пальцем, поршневыми кольцами и шатуном в сборе должны контролироваться по массе. Разница в массе на один двигатель не должна превышать 10 гр.
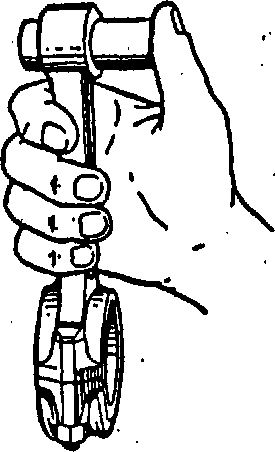
Рис.54. Подбор поршневого пальца к шатуну
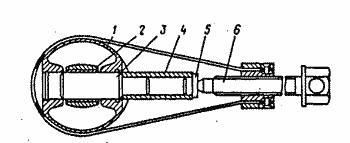
Рис.55. Запрессовка поршневого пальца в поршень и шатун съемником:
1 - поршень; 2 - шатун; 3 - оправка; 4 - поршневой палец; 5 - подпятник; 6 - винт.
Запрессовать поршневой палец в поршень и шатун с помощью приспособления (рис.55). При этом поршень нагреть до 60...80 °С, запрессовка пальца в холодный поршень может привести к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Шатуны и поршни перед сборкой с поршневым пальцем должны быть сориентированы следующим образом: стрелка на днище поршня (или надпись "ПЕРЕД", расположенная на наружной стороне бобышки под палец), уступ на боковой поверхности крышки шатуна и выступ на кривошипной головке шатуна должны быть направлены в одну сторону;
Подобрать по цилиндрам поршневые кольца. Тепловой зазор, замеренный в стыках колец, помещенных в цилиндр (рис.56), должен быть 0,3-0,55 мм у компрессионных колец и 0,3-0,6 мм у чугунных маслосъемных колец. В изношенных цилиндрах наименьший зазор делать 0,3 мм - у компрессионных колец и 0,5 мм - у чугунных маслосъемных колец.
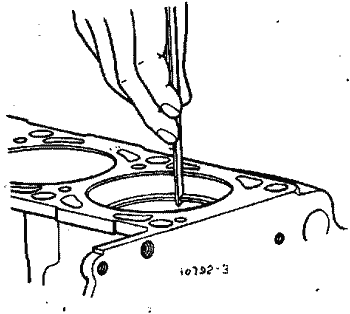
Рис.56. Подбор поршневых колец к цилиндру
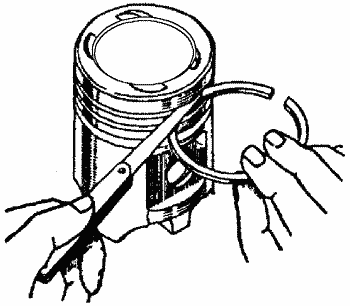
Рис.57. Проверка бокового зазора между поршневым кольцом и канавкой в поршне
Щупом проверить боковой зазор между кольцами и стенкой поршневой канавки (рис.57). Проверку произвести по окружности поршня в нескольких точках. Величина бокового зазора должна быть для верхнего и нижнего компрессионных колец в пределах 0,060-0,096 мм, для чугунного маслосъемного кольца 0,045-0,080 мм;
Надеть с помощью приспособления поршневые кольца на поршень Поршневые кольца на поршень устанавливать надписью «TOP» (верх) на торце в сторону днища поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом:
- сориентировать шатунно-поршневую группу таким образом, чтобы стрелка на днище поршня (или надпись "ПЕРЕД" на бобышке) была обращена вперед;
- протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши;
- повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее Н.М.Т.;
- смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
- развести замки поршневых колец под углом 120° друг к другу;
- надеть на болты шатунов предохранительные латунные наконечники, сжать кольца обжимкой или, пользуясь конусным кольцом, вставить поршень в цилиндр. Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре;
- подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна. Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, были обращены в одну сторону. Завернуть гайки динамометрическим ключом моментом 69,2...76,3 Н•м (6,8...7,5 кгс•м);
- в таком же порядке вставить поршень четвертого цилиндра;
- повернуть коленчатый вал на 180° и вставить поршни второго и третьего цилиндров;
- повернуть несколько раз коленчатый вал, который должен вращаться легко от небольших усилий;
- установить держатель масляного насоса и масляный насос на блок и закрепить их;
- установить и закрепить масляный картер и усилитель картера сцепления;
- смазать маслом, применяемым для двигателя, втулки промежуточного вала, установить шпонку в паз на хвостовике промежуточного вала и установить вал в блок цилиндров до выхода хвостовика;
- установить шестерню с гайкой на хвостовик промежуточного вала и за-вернуть гайку шестерни;
- установить и закрепить фланец промежуточного вала, при этом меньший диаметр на фланце должен прилегать к блоку;
- смазать маслом, применяемым для двигателя, привод масляного насоса и вставить его в отверстие в блоке до входа в зацепление шестерен привода масляного насоса и промежуточного вала, в отверстие втулки привода вставить шестигранный валик привода масляного насоса;
- установить и закрепить крышку привода масляного насоса.














 Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.
Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.